- 上海索柯壓縮機械有限公司
- 氣體壓縮解決方案提供商
 咨詢熱線:180 1700 5465
咨詢熱線:180 1700 5465



 熱門關鍵詞:
熱門關鍵詞:聯系我們 CONTACT US
全國服務熱線:18017005465
客服QQ:243326983
服務郵箱:243326983@qq.com
聯系地址:上海嘉定寶安公路2799弄
上海索柯壓縮機械有限公司
壓縮空氣管道安裝常見問題及解決方案詳解!
在工業生產中,壓縮空氣系統如同“隱形的血管”,而管道安裝則是確保這一系統高效運轉的核心環節。然而,許多企業在壓縮空氣管道安裝過程中,常因忽視細節或技術不規范,導致后期出現能耗飆升、設備故障頻發、產能受限等問題。本文將深入剖析壓縮空氣管道安裝中的8大常見問題,結合工程實踐提供針對性解決方案,幫助企業規避風險,提升系統穩定性與經濟性。
一、管道材質選錯:從源頭埋下隱患
問題表現:
部分企業為節省初期成本,選用普通碳鋼管作為壓縮空氣管道。運行1-2年后,管道內壁出現嚴重銹蝕,產生的鐵屑隨氣流進入氣動設備,導致電磁閥卡堵、氣缸磨損加劇,設備故障率上升30%以上;同時,銹蝕造成管道內徑縮小,空氣阻力增加,空壓機能耗提升15%-20%。
解決方案:
根據壓縮空氣的干燥度(露點)和使用場景選擇材質:
若氣源露點高于-20℃(含油、含水較多),推薦使用鍍鋅無縫鋼管,內壁鍍鋅層可延緩銹蝕,且成本適中,適合一般性工業車間;
若氣源露點低于-40℃(干燥潔凈),優先選用不銹鋼管(304或316材質),其耐腐蝕性強,內壁光滑,能減少壓力損失,尤其適用于食品、醫藥、電子等對空氣質量要求嚴苛的行業;
對于需要頻繁改動或臨時管路,可采用鋁合金管道,重量輕(僅為鋼管的1/3)、安裝便捷,且具有良好的抗腐蝕性,后期維護成本低。
注意:無論選擇哪種材質,管道必須符合GB/T 14976《流體輸送用不銹鋼無縫鋼管》或GB/T 3091《低壓流體輸送用焊接鋼管》標準,避免使用非標管材。

二、管徑設計不合理:小則堵,大則費
問題表現:
管徑過小會導致管道內流速過高(超過15m/s),引發氣流振動和噪音,同時壓力損失增大(每100米管道壓力降可能超過0.1MPa);管徑過大會增加材料成本和安裝難度,且管道內易形成“死容積”,導致壓縮空氣滯留,降低系統響應速度。
解決方案:
1. 確定管道內的經濟流速:主管(輸送距離>50米)流速控制在8-12m/s,支管(輸送距離<50米)流速控制在12-15m/s,終端用氣點流速不超過20m/s;
2. 根據空壓機排氣量(m³/min)和管道長度,使用公式計算管徑:管徑(mm)=√(空壓機排氣量×353.68÷流速÷管道數量)(例如:一臺20m³/min的空壓機,主管流速取10m/s,單路主管管徑需≥80mm);
3. 對于分支管路,需根據各用氣點的耗氣量單獨計算,避免“一刀切”采用同一直徑。
案例:某汽車零部件廠原壓縮空氣主管采用DN65鋼管,空壓機排氣量25m³/min,運行時主管壓力損失達0.12MPa。改造時按公式計算后更換為DN80鋼管,壓力損失降至0.05MPa,每年節省電費約2.8萬元。
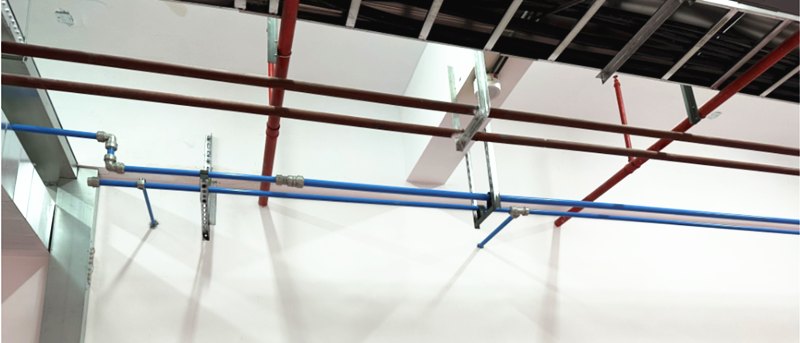
三、管道布局雜亂:阻力飆升,維護困難
問題表現:
管道安裝時未規劃走向,隨意彎曲、交叉,導致:
彎頭、三通過多(每增加一個90°彎頭,壓力損失相當于增加5-8米直管);
管道起伏劇烈,高點未設排氣閥,低點未設排污閥,水汽在管道內積聚,冬季易凍裂;
管路穿越生產區域或通道,存在碰撞、踩踏風險,且后期巡檢難以到位。
解決方案:
1. 優化走向設計:
采用“樹干式”或“環狀”布局,主管沿廠房墻壁或立柱架空敷設(高度≥2.5米),避免橫穿生產區域;
減少彎頭數量,必須轉彎時優先用45°彎頭替代90°彎頭,降低局部阻力;
長距離管道(>100米)每50米設一個伸縮節,補償溫度變化導致的管道伸縮。
2. 設置功能附件:
在管道高點(如屋頂、橫梁處)安裝自動排氣閥,排除滯留空氣;
在低點(如地面、地溝)安裝手動排污閥或自動排水器,定期排出冷凝水(建議每周至少排污1次);
分支管路與主管連接時,采用“頂接”方式(支管從主管頂部引出),避免主管內的冷凝水進入支管。
規范示例:某電子廠新車間管道布局時,將主管沿廠房立柱架空,每30米設一個伸縮節,分支管均從主管頂部引出,低點安裝電子排水器(定時+液位雙控),運行半年后,管道系統壓力損失較舊車間降低40%。
四、連接方式不規范:漏氣是最大的“隱形浪費”
問題表現:
壓縮空氣系統的漏氣率若超過10%,相當于每臺10m³/min的空壓機每年多消耗電費約1.2萬元。常見漏氣點多源于連接不規范:
絲扣連接時生料帶纏繞過多或過少,導致密封不嚴;
焊接連接時焊縫未焊透、有氣孔,高壓下出現滲漏;
法蘭連接時墊片材質選錯(如用橡膠墊片替代耐油石棉墊片),長期使用后墊片老化開裂。
解決方案:
根據管道材質和壓力等級選擇連接方式:
絲扣連接(適用于DN≤50的鋼管/鍍鋅管):纏繞生料帶時,從螺紋第二扣開始,順時針纏繞5-8圈,末端預留1-2扣螺紋,連接后用扳手緊固至無漏氣(可涂肥皂水檢測);
焊接連接(適用于DN>50的鋼管):采用氬弧焊打底、電弧焊蓋面,焊縫需進行100%水壓試驗(試驗壓力為工作壓力的1.5倍,保壓30分鐘無滲漏);
法蘭連接(適用于大管徑或需要拆卸的部位):墊片選用耐油、耐溫的丁腈橡膠墊(工作溫度≤120℃)或金屬纏繞墊(工作溫度≤200℃),螺栓對角均勻緊固,避免偏緊導致墊片損壞;
鋁合金管道:采用專用快插接頭,安裝時確保管道切口平整,密封圈無破損,插入深度達標(通常接頭外有刻度線),緊固時用扭矩扳手按廠家規定力矩操作(一般為25-35N·m)。
檢測方法:系統運行時,用肥皂水涂抹各連接點,若出現氣泡則為漏氣點,需立即修復。建議每月進行一次全面漏氣檢測,將漏氣率控制在5%以內。
五、未做脫脂處理:油氣混合引發安全隱患
問題表現:
管道安裝前未脫脂,內壁殘留的油污(如防銹油、切削液)與壓縮空氣中的油蒸氣混合,在高溫、高壓下可能引發積碳,甚至導致管道內局部燃燒(尤其在靠近空壓機出口的高溫段)。某機械廠曾因碳鋼管道未脫脂,運行3個月后空壓機出口段管道內壁形成油垢,遇靜電引發小范圍爆燃,造成設備停機2天。
解決方案:
1. 脫脂處理范圍:所有與壓縮空氣接觸的管道、閥門、接頭(尤其不銹鋼材質)必須脫脂;
2. 脫脂方法:
手動脫脂:用蘸有四氯化碳或工業酒精的抹布擦拭管道內壁,反復3-4次,直至抹布無油污;
浸泡脫脂:對于小管徑管道,可整體浸泡在脫脂劑中(如10%氫氧化鈉溶液),浸泡2-4小時后用清水沖洗,再用壓縮空氣吹干;
3. 驗收標準:用紫外線燈照射管道內壁,無熒光反應(說明無油脂殘留)即為合格。
注意:脫脂后的管道需用塑料膜封口,避免二次污染,安裝時佩戴潔凈手套,禁止用手直接觸摸內壁。
六、壓力測試敷衍:投產即爆管
問題表現:
管道安裝完成后,僅進行簡單的氣壓測試(如保壓30分鐘),未發現微小滲漏或管道強度缺陷。投產后隨著壓力波動,可能出現爆管事故,導致生產中斷,甚至危及人員安全。
解決方案:
嚴格執行壓力測試流程:
1. 試驗介質:優先用水(避免壓縮空氣爆炸風險),若冬季施工或管道不宜進水,可使用干燥氮氣(壓力≤0.6MPa);
2. 試驗壓力:工作壓力≤0.8MPa時,試驗壓力為工作壓力的1.5倍;工作壓力>0.8MPa時,試驗壓力為工作壓力+0.4MPa;
3. 保壓時間:水壓試驗保壓30分鐘,壓降≤0.02MPa為合格;氣壓試驗保壓60分鐘,壓降≤0.05MPa為合格;
4. 泄漏檢測:保壓期間用肥皂水涂抹所有連接點,重點檢查焊縫、法蘭、閥門填料函,確保無氣泡產生。
案例:某食品廠新車間管道水壓試驗時,保壓30分鐘壓降0.03MPa(超標),經檢測發現一處法蘭墊片安裝偏移,重新調整后壓降降至0.01MPa,避免了投產后期的漏氣問題。
七、忽略管道與設備的匹配:“大馬拉小車”或“小馬拉大車”
問題表現:
空壓機出口管道管徑小于空壓機排氣口直徑,導致氣流在出口處受阻,壓力損失增大;
干燥機、過濾器等凈化設備與管道管徑不匹配,形成“瓶頸效應”,壓縮空氣在設備入口處流速驟增,降低凈化效果;
終端用氣設備(如氣動工具、氣缸)的連接管管徑過小,導致設備動力不足,工作效率下降。
解決方案:
1. 設備接口匹配:空壓機、干燥機、過濾器的進出口管道管徑應≥設備接口直徑(如空壓機排氣口DN80,管道至少用DN80);
2. 流速銜接:凈化設備前后管道流速差不宜超過3m/s(如設備前流速10m/s,設備后流速應≥7m/s),避免氣流擾動影響凈化效果;
3. 終端適配:根據氣動設備的耗氣量和工作壓力,選擇合適的軟管(如內徑8mm軟管適用于耗氣量<0.5m³/min的工具),且軟管長度不超過5米(過長會增加阻力)。
八、缺乏后期維護規劃:系統壽命縮短50%
問題表現:
管道安裝完成后,企業未制定維護計劃,導致:
冷凝水長期積聚,管道內壁銹蝕加速;
過濾器濾芯堵塞未及時更換,導致下游壓力不足;
閥門、接頭松動未及時緊固,漏氣率逐年上升。
解決方案:
1. 日常維護(每日):檢查排污閥是否正常排水,終端用氣點壓力是否達標;
2. 定期維護(每月):全面檢測漏氣點,緊固松動的連接部位,清潔過濾器濾芯;
3. 季度維護:檢查管道支架是否松動(尤其振動大的區域),對絲扣連接部位涂抹防銹油;
4. 年度維護:測量管道系統壓力損失(與初始值對比),若超過0.1MPa,需排查是否存在堵塞或銹蝕,必要時進行管道清洗(可用海綿球通管法)。
數據參考:某化工廠通過制定維護計劃,將壓縮空氣管道的年均漏氣率控制在3%以內,系統壽命從8年延長至15年,累計節省更換成本約60萬元。
結語
壓縮空氣管道安裝是一項“細節決定成敗”的工程,從材質選擇到后期維護,每一個環節的疏忽都可能導致系統效率下降、能耗飆升甚至安全事故。企業在安裝時應遵循“設計標準化、選材合理化、施工規范化、維護常態化”原則,必要時聘請專業的壓縮空氣系統服務商進行方案設計和施工監理。通過規避上述常見問題,不僅能提升系統穩定性,更能為企業帶來長期的節能效益——據測算,規范安裝的壓縮空氣管道系統,其綜合運行成本可降低20%-30%,投資回報周期通常在1-2年。
 熱門推薦
MORE+
熱門推薦
MORE+



上海索柯壓縮機械有限公司
咨詢熱線:18017005465
聯系我們Contact us
公司郵箱:243326983@qq.com
公司地址:上海市嘉定區寶安公路2799弄38號
備案號:滬ICP備16009539號
免責聲明:本站部分資訊、圖片來源于網絡及網友投稿,如有侵權請及時聯系客服,我們將盡快處理
二維碼QR code

掃碼可以了解更多
-
在線溝通,請點我在線咨詢
-
咨詢熱線:
18017005465
客服qq:
243326983 -